- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

プラスチックの収縮率と修正方法に影響を与える要因
プラスチックの収縮率に影響する要因
1.材料の影響:
(1)材料タイプ:異なるプラスチックタイプの収縮率は異なります(表1を参照)。
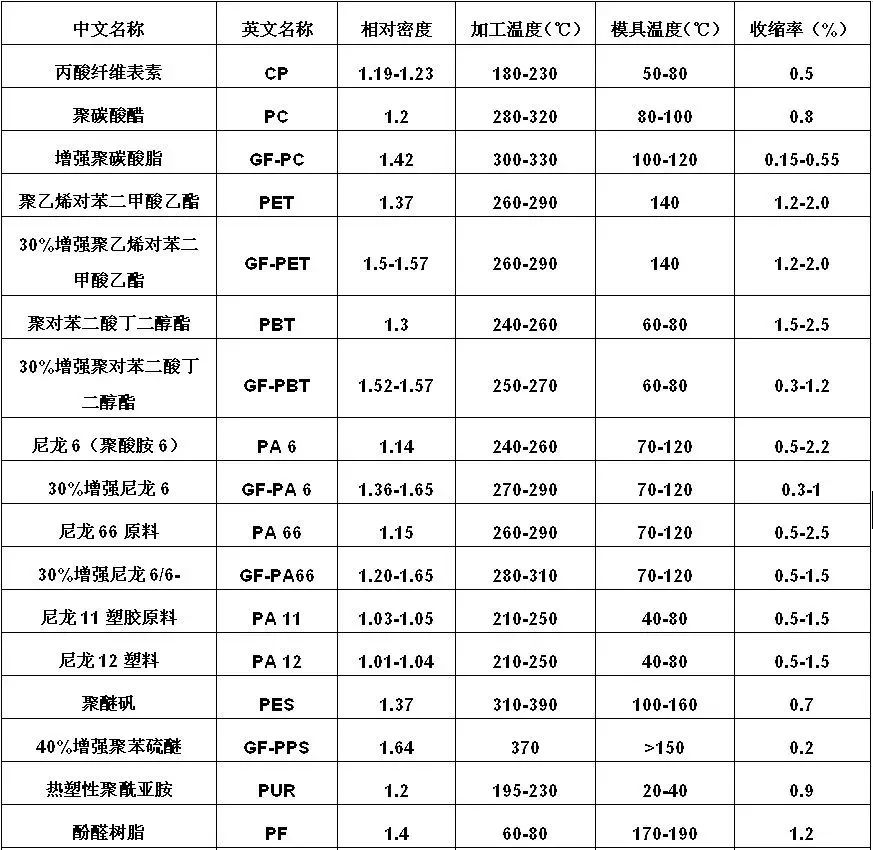
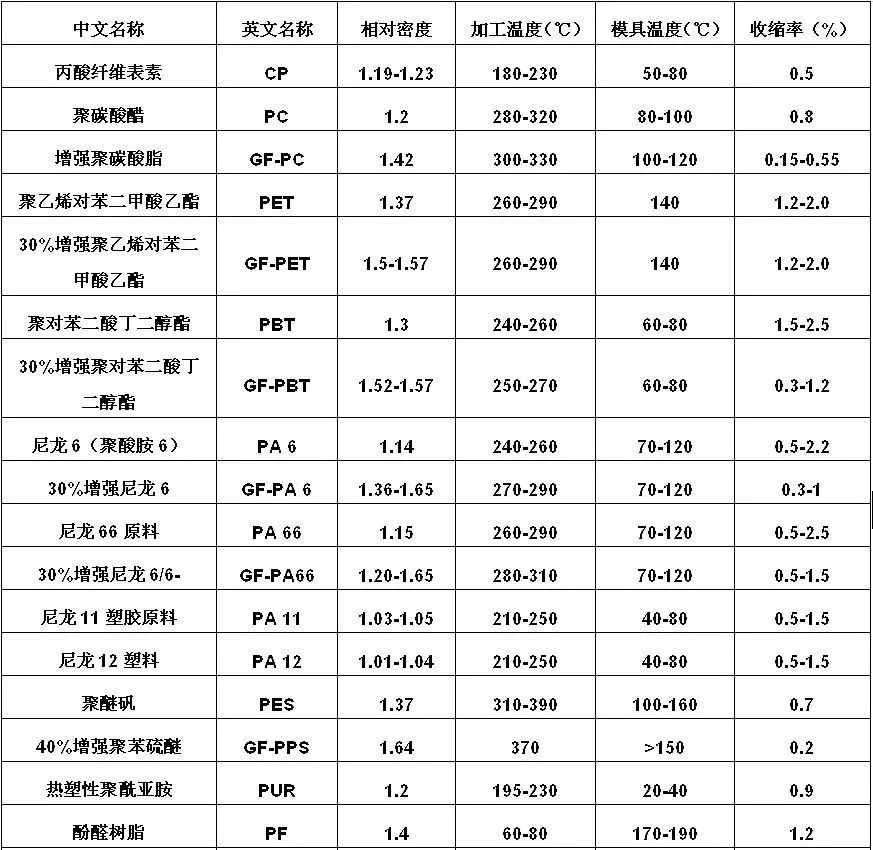
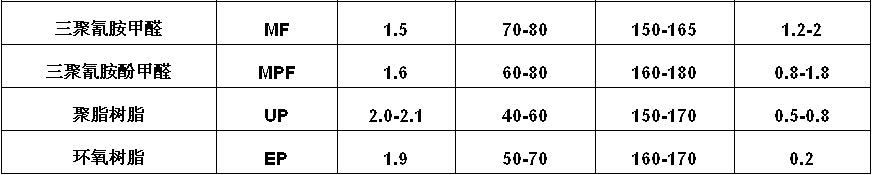
表1から、熱可塑性科学の間では、40%のガラス繊維強化PPSの収縮率が最も低く(0.2%)、熱セットの中でエポキシ樹脂の収縮率が最も低いことがわかります。蛍光loplasticsの収縮率は最も高く、最大6%に達します。続いて、最大収縮率が5%の低密度ポリエチレン(LDPE)が続きます。
(2)材料の結晶化度:同じ材料の場合、結晶性が低い結果、収縮率が小さくなります。さまざまな影響要因の中で、樹脂結晶性の程度は収縮に最も大きな影響を及ぼします。
(3)材料分子量:同じ材料について、分子量が高いほど収縮率が小さくなります。同じ分子量があるが、より良い流動性を持つ樹脂は、より低い成形収縮を示します。
(4)材料の変更:他の樹脂、エラストマー、または充填剤をベース樹脂に追加すると、収縮率がさまざまな程度に減少します。樹脂収縮率の違いは、溶融処理中の部品の寸法精度に大きく影響します。高精度のプラスチック部品を生産するには、低収縮率の樹脂を使用する必要があります。たとえば、PP樹脂の収縮率は1.8%〜2.5%であり、その収縮は分子量の減少とともに増加し、高精度のPP部品を生成することは困難です。
2.プロセスの影響の影響:
(1)一定の成形温度では、噴射圧力が上昇すると収縮が低下します。
(2)保持圧力の増加は収縮を減少させます。
(3)融解温度をわずかに上げると収縮が低下します。
(4)カビの温度が高くなると収縮が上がります。
(5)保持時間が長く減少します(収縮はゲート固化後に影響を受けません)。
(6)内積の冷却時間が長く減少します。
(7)注入速度が高いほど収縮がわずかに増加する傾向があります(マイナーな効果)。
(8)成形収縮は大きく、回帰後のリンケージは小さい。シュリンカージは最初の2日間は重要であり、約1週間後に安定します。

3.パート構造の影響:
(1)厚い壁の部品は、薄い壁の部品よりも収縮が大きくなります。
(2)挿入物のある部品は、挿入物のない部品よりも収縮が少ない。
(3)複雑な形状の部分は、単純な形の部分よりも収縮が少ない。
(4)長さ方向の収縮は、厚さ方向の収縮よりも少ない。
(5)内部穴は高い収縮を示し、外部機能は低収縮を示します。
4.mold構造の影響:
(1)ゲートサイズが大きいほど収縮が減少します。
(2)ゲートの方向に垂直な収縮が減少し、ゲートの方向に平行に収縮が増加します。
(3)ゲートから遠く離れた領域は、ゲート近くの領域よりも収縮が少ない。
(4)金型に制約されている部分のセクションは、より低い収縮を示し、制約のないセクションはより高い収縮を示します。
プラスチックの収縮速度を減らすための変更方法
1.ファイバーフィリング:
繊維には、さまざまな無機および有機繊維が含まれます。ガラス繊維を例にとると、35%のガラス繊維をPP樹脂に追加すると、収縮率を1.8%(埋め張り)から0.5%に減らすことができます。近年開発された長いガラス繊維強化プラスチックは、収縮制御の利点を提供し、縦方向と横方向の両方で低くて一貫した収縮率を示します。
2.無機フィラー充填:
無機フィラーには、タルク、炭酸カルシウム、硫酸カルシウム、マイカ粉末、ウォラストナイト、モンモリロナイトなどが含まれます。フィラーの種類、形状、粒子サイズ、および表面処理レベルはすべて、樹脂の収縮率の変更におけるその効果に影響します。
(1)フィラーの形状:異なる形状のフィラーは、収縮の減少に異なる影響を与え、有効性の順序は次のとおりです。たとえば、フレーク状のモンモリロナイトと雲母は複合収縮を大幅に減少させます。
(2)フィラー粒子サイズ:同じフィラーの場合、粒子サイズが小さく、収縮の減少に大きな影響があります。たとえば、TALCで満たされたPP(20%TALC + 8%POE)では、TALC粒子サイズが1250メッシュから5000メッシュに増加すると、収縮率は1.05%から0.8%に減少します。
(3)フィラー処理:フィラーの表面処理により、収縮還元効果が向上します。たとえば、10%のTALCで満たされたABSは、タルコをアルミン酸カップリング剤で処理すると、0.48%から0.42%に収縮の減少を示します。
(4)フィラーの荷重:同じフィラーの場合、荷重が大きくなると、収縮率が大幅に低下します。
3.結晶性の低下:
(1)結晶化還元剤の追加:一般的に使用されるのは、分子の規則性を破壊し、溶融状態の分子の動きを妨げる小分子化合物です。
(2)他の樹脂の追加:少量のLDPEまたはHDPEをPPにブレンドすると、処理中の結晶化が混乱する可能性があります。 PS、ABS、PMMA、PCなどの非結晶樹脂も追加できます。
4.エラストマーの拡大:
POE、EPDM、SBなどのエラストマーを追加できます。エラストマーの含有量が5%未満の場合、PP収縮の削減に対する影響は類似しています。 5%を超えるコンテンツの有効性はタイプごとに異なり、収縮削減順序は次のとおりです。POE> EPDM> SBS(PPに対する強化効果と一致しています)。 PPで無機フィラーとエラストマーを組み合わせると、収縮削減が向上します。
5.化学的な移植修正:
PPの移植片修飾は、その結晶化度を低下させる可能性があるため、収縮率が低くなります。